Natural Gas Pressure Regulator Ensuring Safety and Efficiency in Gas Supply
While the benefits of using sliders are clear, there are several factors to consider when implementing this system. Firstly, the weight and size of the equipment must be evaluated to ensure that the slider can support the load without compromising safety or performance. Furthermore, maintaining a well-balanced configuration is essential to prevent tipping or instability during movement.
Emotional and psychological pressure, while different from physical pressure, can also benefit from pressure relief practices. Mindfulness, meditation, and physical activity are powerful tools for managing stress levels. Incorporating these practices into daily routines can enhance overall well-being and help individuals cope better with life’s challenges.
The future of gas distribution stations lies in their ability to innovate and adapt. Technologies such as smart meters, IoT (Internet of Things) devices, and advanced analytics are being incorporated to optimize operations and enhance safety measures. These advancements will enable real-time monitoring of gas flow and pressure, improving response times to potential issues.
Understanding Gas Pressure Regulation
Organizations for Blood Pressure Management
1. Pressure Relief Valves (PRVs) Specifically designed for high-pressure systems, these valves open to relieve pressure when it exceeds a predetermined level.

In conclusion, gas purification devices are an essential part of modern life, addressing the critical issue of air quality in both residential and industrial environments. The ongoing advancements in air purification technology hold the promise of not only improving the quality of the air we breathe but also enhancing our overall health and well-being. As we look towards a future with cleaner air, investing in these systems becomes not just a choice but a necessity.
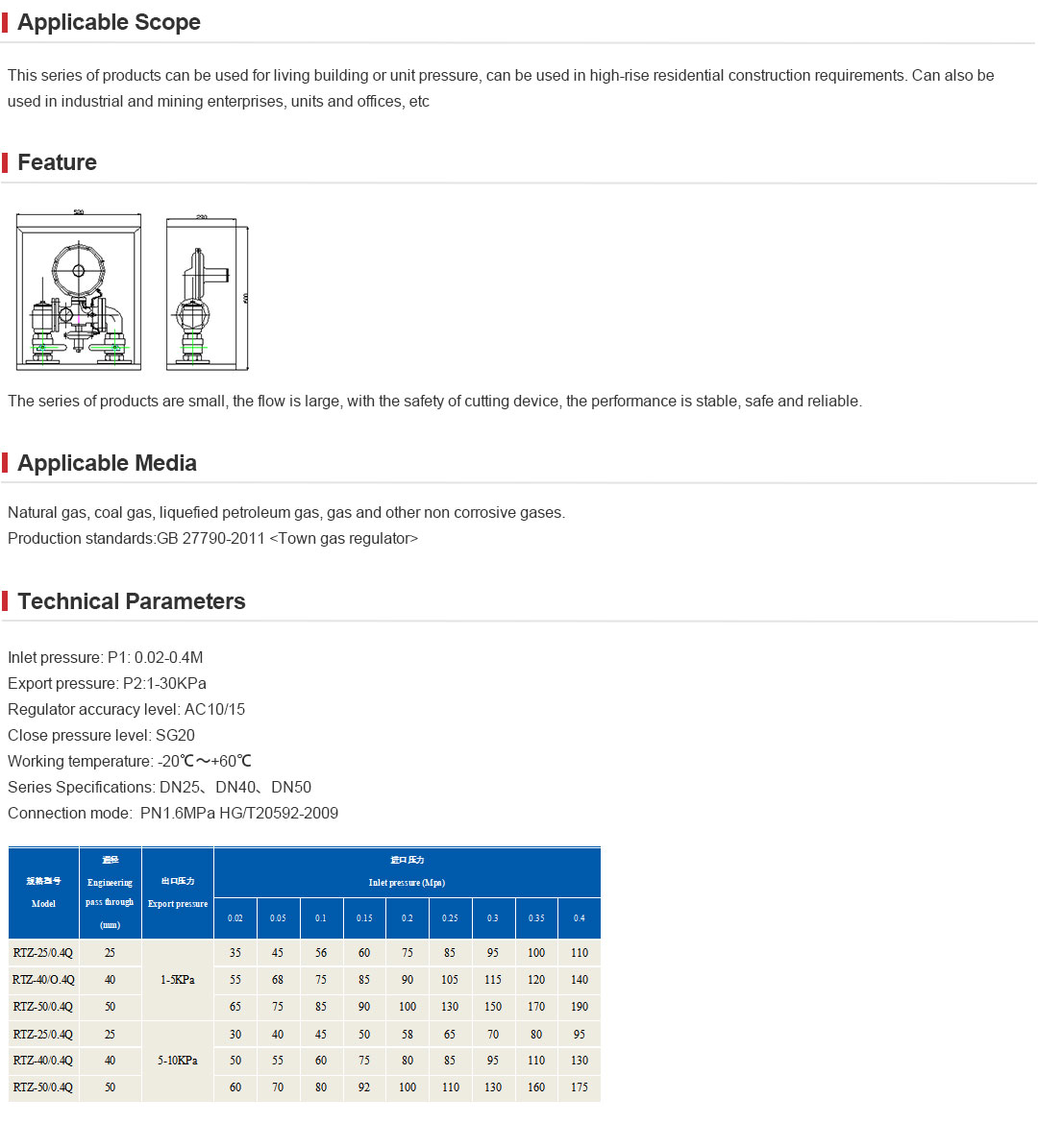
In gas distribution systems, maintaining the right pressure is critical for safety and efficiency. High-pressure gas can be hazardous, leading to leaks or explosions. Gas pressure reducers ensure that the gas is delivered at the correct pressure, reducing the risk of accidents. They are especially important in residential applications, where users depend on natural gas for heating, cooking, and hot water. By regulating pressure, these devices help to ensure that appliances function correctly and efficiently, thereby prolonging their lifespan and enhancing user safety.
Understanding Safety Valves
Gas heat exchangers are employed across various industries including automotive, aerospace, power generation, and manufacturing. In power plants, they are used to recover waste heat from exhaust gases, which can then be converted into useful energy, enhancing the overall efficiency of the plant.
Functionality of Electric Regulating Valves

The gas distribution sector has witnessed significant technological advancements over recent years. Modern gas distribution stations are increasingly equipped with smart technologies that enhance efficiency and safety. For example, automation and remote monitoring systems allow operators to oversee multiple stations from a centralized location, optimizing performance and responding swiftly to potential issues.
1. Material Selection The choice of materials is critical as it must withstand the internal pressure while also resisting corrosion and environmental degradation. Common materials include carbon steel, stainless steel, and exotic alloys for high-temperature or corrosive environments.
3. Electric Globe Valves These valves are designed for throttling service, providing fine control over fluid flow. They are commonly used in applications where flow regulation is essential.
Secondly, filter separators help in complying with environmental regulations. Natural gas must meet specific purity standards before it can be transported or utilized. By ensuring the removal of contaminants, filter separators play an essential role in maintaining compliance with health and safety standards.
A pressure reduction valve is a mechanical device designed to decrease the pressure of a fluid entering a system. Typically installed on the inlet side of the system, it automatically adjusts to regulate the pressure downstream. When the inlet pressure exceeds a predetermined level, the PRV opens or closes to maintain the set pressure, allowing for a stable and safe operation.
- Ease of Installation Electric water heaters are generally easier to install than gas models and don't require venting to the exterior of the home. This factor can lead to lower installation costs and greater flexibility in placement.

In conclusion, natural gas regulators are indispensable devices that ensure the safe and efficient delivery of natural gas to consumers. With their ability to manage gas pressure effectively, they protect appliances from damage, enhance safety, and contribute to environmental sustainability. As the demand for natural gas continues to grow, understanding and maintaining these crucial components will become increasingly important for consumers and industry professionals alike. Whether in a home setting or an industrial environment, a dependable natural gas regulator is key to balancing the need for energy with safety and environmental stewardship.
- Functionality Test the operation of manual valves regularly to ensure they open and close smoothly. For automatic valves, inspection should include checking the sensors and control mechanisms to ensure they operate reliably.
In the water treatment industry, reducing stations are vital for controlling the pressure of water during processing. High-pressure water can lead to erosion of pipes and equipment, so reducing stations are employed to mitigate this risk. Moreover, they facilitate the efficient delivery of water to residential and industrial consumers, ensuring that water supply systems operate effectively.

Understanding Gas Coalescer Filters
Operational Functions
Pressure pipes are found in numerous applications across various sectors
2. Diaphragm Movement The high-pressure gas pushes against the diaphragm within the regulator. This diaphragm is a flexible membrane that responds to increasing pressure.
The operation of a natural gas pressure reducer can be broken down into a few key functions. When natural gas is extracted or transported through pipelines, it is often under high pressure. A pressure reducer is installed in the system to lower this pressure to a usable level for appliances such as stoves, heaters, and furnaces.

Economically, LPG presents a cost-effective energy solution for many households and businesses. It is relatively inexpensive compared to electricity and heating oil, making it an attractive option for cooking and heating, especially in rural and off-grid areas where access to conventional energy sources is limited. Furthermore, the infrastructure for LPG distribution is relatively less complex compared to that of electricity, allowing for quicker deployment and wider reach. This has made LPG an essential energy source in developing regions where access to energy is a critical issue.

 The art installations adorning the walls, showcasing the works of local artists, add a dash of color and creativity to the space, reflecting the city's thriving arts scene The art installations adorning the walls, showcasing the works of local artists, add a dash of color and creativity to the space, reflecting the city's thriving arts scenecity gate station.
The art installations adorning the walls, showcasing the works of local artists, add a dash of color and creativity to the space, reflecting the city's thriving arts scene The art installations adorning the walls, showcasing the works of local artists, add a dash of color and creativity to the space, reflecting the city's thriving arts scenecity gate station.
Advantages of Pneumatic Valves
Wear Factors: Impellers are subject to high levels of wear due to the abrasive nature of slurries.Materials: Common materials for impellers include high-chrome alloys, natural rubber, and polyurethane.
Understanding Slurry Pump Wet End Parts A Comprehensive Overview
Function: The pump casing contains the slurry and guides it through the pump.
Function: Seals prevent slurry from leaking out of the pump and protect the internal components.
Vertical inline centrifugal pumps offer a streamlined installation process, which is crucial for deep pit applications. The inline design allows these pumps to be integrated directly into existing piping systems, reducing the need for extensive modifications. This not only saves time but also minimizes disruption to ongoing operations. Additionally, the vertical orientation of these pumps makes them easier to align and secure in tight spaces, ensuring stable operation. For deep pit applications, where access can be challenging, the ease of installation provided by vertical inline centrifugal pumps is a significant benefit. Optimizing the installation process further enhances the pump’s performance and longevity in demanding environments.
Wear Factors: These components experience wear from the slurry and need to be checked regularly.
By following these steps, you can quickly and effectively select a slurry pump model that meets your specific requirements. Utilizing manufacturer resources such as selection charts and software, understanding your application’s detailed needs, and consulting with experts are key components in making a well-informed and timely decision. Contact us today to learn more about our slurry pump models and how we can assist you in the selection process.
b. Power and Drive Options:
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
- Locate your required flow rate and head on the chart to find potential pump models.
In agriculture, propeller pumps are commonly employed for irrigation purposes. With the ever-increasing need for food production and sustainable practices, farmers often rely on these pumps to distribute water from reservoirs or rivers to their fields. The efficiency and reliability of propeller pumps allow for optimal irrigation strategies, which are vital in maintaining crop health and maximizing yield. Moreover, they can operate in varying conditions, making them suitable for diverse agricultural environments.

- Review the performance curves for the selected pump models to ensure they meet your flow rate and head requirements.
The pump casing encases the impeller and provides a pathway for the slurry to flow. It is structured to withstand high-pressure conditions and is often made from durable materials such as cast iron or high chromium content alloys. The casing must also be designed to minimize wear caused by the abrasive nature of the slurry, making material selection critical for long-term performance.
6. Bearing Assemblies
b. NPSH (Net Positive Suction Head):
- Locate your required flow rate and head on the chart to find potential pump models.
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
Materials: High-chrome iron, ductile iron, and stainless steel are commonly used materials.
- Head: Calculate the total head required (static head plus friction losses).
Understanding the Role of Propeller Pumps in Various Applications
- Most slurry pump manufacturers provide selection charts that correlate slurry characteristics and operating conditions with suitable pump models.
Materials: Liners are often made from high-chrome alloys, rubber, or other wear-resistant materials.
Centrifugal pumps play a pivotal role in various industries, including water supply, chemical processing, and wastewater management. One of the essential components of a centrifugal pump is the volute, which has a significant impact on the pump's performance and efficiency. Understanding the volute's function provides insight into how centrifugal pumps operate and their design considerations.
Wet parts in a pump, including the impeller, casing, and liners, are continuously exposed to the fluid being pumped, making them prone to wear. Monitoring the condition of these wet parts is crucial for maintaining pump performance. Regular checks and the use of wear indicators can help you determine when a pump wet end replacement is necessary. By establishing a monitoring routine and setting clear wear thresholds, you can replace these components before they fail, thus avoiding unscheduled downtime and extending the overall lifespan of the pump.
The design of the volute is crucial for the efficiency of the pump. A well-designed volute minimizes flow separation and turbulence, ensuring a smooth transition of the fluid from the impeller to the discharge pipe. The volute shape is typically spiral, which facilitates a uniform flow distribution. If the volute is improperly designed, it can lead to inefficiencies such as cavitation, vibrations, and noise, significantly affecting the pump's overall performance.

- Check the power requirements and ensure compatibility with your available power supply.
The impeller is a rotating component within the pump that transfers energy from the motor to the slurry. It plays a significant role in creating the flow and pressure necessary to move the slurry through the system. Impellers for slurry pumps are typically heavier and more robust than those used in standard pumps to withstand the harsh conditions encountered in abrasive applications. Their design can vary, with options for different shapes and sizes to accommodate specific types of slurries.
Function: Liners protect the pump casing from the abrasive action of the slurry.
The Role of the Volute in Centrifugal Pumps
Vertical stage pumps are a type of multistage pump that is designed to handle high-pressure applications. These pumps are characterized by their ability to generate high pressure through multiple stages, each adding to the total pressure head. Vertical stage pumps are particularly useful in applications where a significant pressure increase is needed, such as in high-rise building water supply systems, boiler feed applications, and pressure boosting systems. The vertical design of these pumps allows for a compact, efficient solution that can deliver the necessary pressure without taking up excessive space. By selecting the appropriate vertical stage pump for your system, you can ensure that your fluid handling needs are met efficiently and effectively.
The vertical design of slurry pumps offers numerous advantages for deep pit applications, from a compact footprint and ease of installation to enhanced durability and simplified maintenance. Vertical multistage centrifugal pumps are particularly well-suited to these environments, where space constraints, high pressures, and abrasive conditions are common. By focusing on structural engineering and optimizing the design of these pumps, industries can ensure reliable performance and cost-effective operation in even the most challenging deep pit applications.
- **Particle Size: Identify the maximum particle size in the slurry.
Materials: Materials used for shaft sleeves include hardened stainless steel and ceramic-coated materials.
The Role of the Volute in Centrifugal Pumps