- Ease of Installation Electric water heaters generally require less complex installation than gas models, which need venting systems to release combustion gases.
PRVs are widely used across various sectors, including water supply systems, HVAC installations, and industrial manufacturing processes. In municipal water systems, for instance, PRVs are critical for protecting pipes and fixtures from damage caused by excessive pressure. In HVAC systems, they maintain optimal pressure in heating and cooling circuits, enhancing system efficiency and comfort. Additionally, in the manufacturing sector, PRVs are often employed to ensure that machinery and equipment operate within specified pressure ranges, preventing potential failures and maintenance issues.
Advantages of Using Pressure Reducing Regulators
In water treatment facilities, electric regulating valves contribute significantly to maintaining water quality. They control the addition of chemicals necessary for the treatment process, adjusting in real-time based on water quality parameters. This level of control not only enhances the efficiency of water treatment but also ensures compliance with environmental regulations.

With the global shift towards more sustainable energy sources, the future of gas distribution stations is evolving. Renewable energy is making inroads into the energy landscape, and many gas distribution companies are exploring ways to integrate hydrogen and biogas into their networks. Hydrogen, produced from renewable sources, holds promise as a clean alternative that can be blended with natural gas or used independently.
Benefits of Electric Auxiliary Heaters
Gas pressure vessels are critical components in various industries, serving as containers that safely store gases at high pressures. These vessels are designed to withstand the stresses and strains imposed by the gases they contain, making them essential for processes in chemical production, energy storage, and even domestic uses. This article delves into the significance of gas pressure vessels, their types, and their applications.
Conclusion
Understanding Gas Filter Separator A Critical Component in Oil and Gas Processing
Gas filters are specialized devices designed to remove contaminants and particulates from gaseous emissions. They function through various mechanisms, including adsorption, absorption, and physical filtration. The primary purpose of these filters is to purify the gas before it is released into the atmosphere or reintroduced into the production process. By effectively capturing harmful substances, gas filters help industries reduce their environmental impact and comply with stringent regulations.
Moreover, natural gas serves as a flexible energy source. It can be easily transported through pipelines, or in liquefied form via LNG (liquefied natural gas) tankers, enabling it to reach regions that lack domestic energy resources. This transportability not only enhances energy security but also facilitates international trade and strengthens interdependence among nations. Countries can import natural gas to diversify their energy sources, thus reducing reliance on a single energy provider.

Pressure relief valves (PRVs) are critical components in various industrial processes, ensuring safety and operational efficiency. These valves act as safety mechanisms to prevent excessive pressure buildup in vessels and piping systems, which could otherwise lead to catastrophic failures or explosions. As industries continue to evolve, the design and functionality of pressure relief valves have become increasingly sophisticated, highlighting their significance in modern engineering.
Versatility in Applications
Gas pressure is also influenced by the number of gas molecules present in a given volume. This relationship is described by Avogadro's Law, which states that the pressure of a gas is directly proportional to the number of gas molecules present at constant volume and temperature. This means that increasing the number of gas molecules in a container will result in an increase in pressure.
Natural gas safety valves are designed to prevent accidents and protect infrastructure from dangerous situations. These valves automatically shut off the flow of gas when a specific condition is met, such as overpressure, leaks, or when the system is no longer in operation. By controlling the flow of gas, these valves mitigate the risk of explosions, fires, and other hazardous incidents.
2. Commercial Restaurants and large kitchens rely on gas regulators for cooking equipment. Additionally, HVAC systems use regulators to control the flow of gas for heating.
Despite their importance, pressure relief valves are not immune to challenges. Regular maintenance and testing are essential to ensure their reliability. Factors like corrosion, wear and tear, and improper sizing can hinder valve performance, potentially leading to dangerous situations. It is crucial for industries to adhere to regulatory standards and implement a proactive maintenance schedule.
One of the key functions of these distribution stations is to manage the flow of gas to meet varying demands. Natural gas consumption can fluctuate significantly throughout the day and across seasons, influenced by factors such as weather conditions and economic activity. Distribution stations are equipped with advanced monitoring and control systems that enable operators to adjust the flow of gas in real-time, ensuring that supply aligns with demand. This ability to respond promptly to changes in demand is essential for maintaining the reliability of the gas supply, particularly during peak usage periods in winter months.
1. Residential Home heating systems, water heaters, and gas stoves all utilize gas regulators to maintain safe and efficient operation.
As the demand for highly reliable and efficient electronic systems continues to grow, precision voltage regulators play a vital role in meeting these requirements. With their ability to deliver consistent and accurate voltage outputs, they are indispensable in a wide array of applications. Continuous advancements in technology ensure that these regulators not only maintain their relevance but also adapt to the ever-changing landscape of electronic design, promising a future where precision and stability are at the forefront of innovation in power management solutions.
When selecting a pressure relief valve, several factors should be considered to ensure optimal performance. These include the type of fluid being handled, the maximum allowable working pressure (MAWP), the required flow capacity, and the environmental conditions in which the valve will operate. Proper sizing is critical, as an undersized valve may not relieve enough pressure, while an oversized valve can lead to premature cycling and potential wear.
Conclusion
 By removing oil and water droplets from the gas stream, coalescing filters enhance the efficiency and longevity of the gas processing system By removing oil and water droplets from the gas stream, coalescing filters enhance the efficiency and longevity of the gas processing systemcoalescing filter.
By removing oil and water droplets from the gas stream, coalescing filters enhance the efficiency and longevity of the gas processing system By removing oil and water droplets from the gas stream, coalescing filters enhance the efficiency and longevity of the gas processing systemcoalescing filter.Benefits and Challenges
Gas pressure regulators are vital components of gas distribution systems, ensuring that gas is delivered at the correct pressure for various applications. They enhance safety, improve efficiency, and play a significant role in various industries. As technology evolves, the design and functionality of regulators continue to advance, creating even more reliable solutions for gas pressure management. Understanding their operation and importance can help users appreciate their role in daily life and industrial processes, reinforcing the need for proper installation and maintenance practices.
The functionality of pneumatic valves can be summarized in several key roles

In the realm of health and wellness, the importance of managing blood pressure cannot be overstated. Hypertension, commonly known as high blood pressure, is a condition that affects millions of individuals worldwide. It is often referred to as a silent killer because it can lead to serious health complications such as heart disease, stroke, and kidney failure without presenting any obvious symptoms. In response to this growing health concern, various devices have been developed, one of which is the blood pressure regulator device.
Functionality of Regulating Valves
A gas distribution station is a facility designed to receive, regulate, and distribute natural gas to consumers. These stations serve as critical nodes in the gas supply chain, connecting high-pressure transmission pipelines to lower-pressure distribution networks. They typically feature equipment such as pressure regulators, flow meters, odorization units, and safety devices to ensure that the gas delivered to consumers is safe and meets quality standards.
In addition to performance, safety is a paramount concern. Gas leaks can lead to explosions and environmental hazards. Properly functioning regulators prevent over-pressurization, which is crucial for preventing accidents.
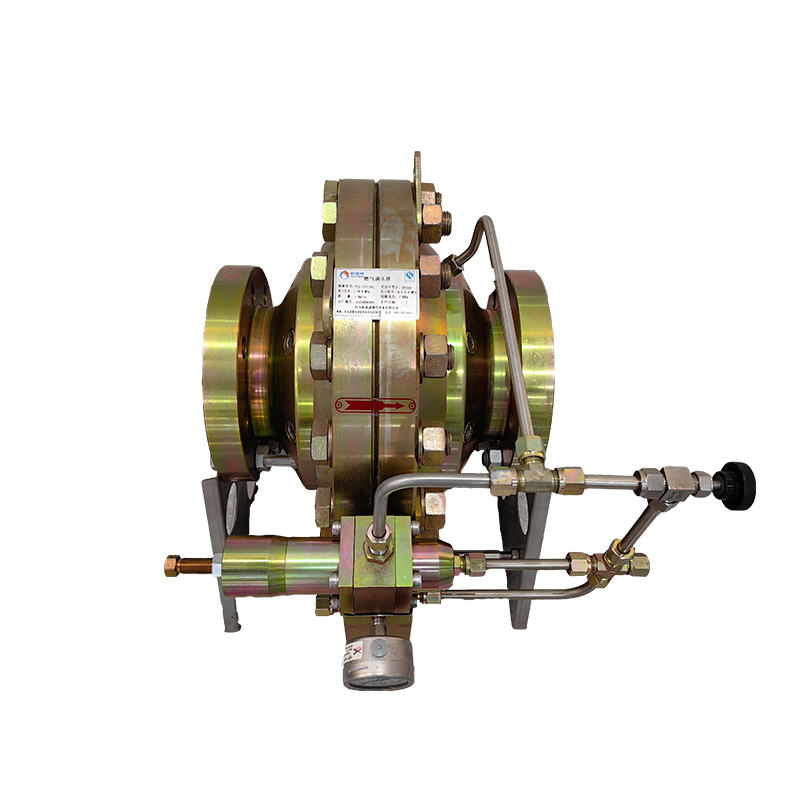

Structure and Components
- Head: Calculate the total head required (static head plus friction losses).
- Type of Slurry: Determine if the slurry is abrasive, corrosive, or contains large particles.
Vertical slurry pumps are essential in various industries where deep pits, sumps, and high liquid levels present unique challenges. The vertical design offers several advantages, including a compact footprint, ease of installation, and simplified maintenance. This article explores how vertical multistage centrifugal pumps and vertical inline centrifugal pumps can be optimized to perform effectively in demanding deep pit environments, focusing on structural engineering solutions.
5. Seals
- Head: Calculate the total head required (static head plus friction losses).
- Packing Seals: Use a packing material to create a seal around the shaft.
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
a. Manufacturer’s Support:
Maintenance of sewage pump impellers is also vital for ensuring their longevity and functionality. Regular inspection can help identify wear or damage, and timely replacement of worn-out impellers can prevent pump failures and costly repairs. Moreover, keeping the impeller clean from debris buildup ensures optimal performance.
Moreover, the innovation in pump technology has fostered the development of more energy-efficient slurry pumps. These modern pumps consume less energy while maintaining high performance levels, helping companies reduce operational costs and meet sustainability goals. This aspect is increasingly important as industries strive to lower their carbon footprints and adopt greener practices.
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
Slurry pumps are designed to handle abrasive and corrosive slurries, which can cause significant wear and tear on the pump components. To ensure the longevity and efficiency of slurry pumps, it is essential to understand and properly maintain the wear parts. Here are the primary wear parts of slurry pumps:
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
a. Sealing Mechanisms:
In addition to its shape and size, the material used for the volute's construction is also important. Typically, materials such as cast iron, stainless steel, or thermoplastics are employed, chosen based on factors like fluid characteristics, temperature, and pressure. For example, corrosive fluids may necessitate the use of more durable materials to prevent degradation and ensure longevity.
In deep pit and high liquid level applications, pumps must withstand significant pressures and abrasive conditions. High pressure vertical pumps are specifically designed to handle these challenges. Their robust construction and ability to operate under high pressures make them ideal for transporting slurry from deep pits or sumps. These pumps are engineered to resist wear and tear, ensuring a longer service life even in harsh conditions. By focusing on the durability and pressure-handling capabilities of high pressure vertical pumps, engineers can optimize their design for deep pit applications, ensuring consistent performance and reducing the need for frequent maintenance.
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
Types:
Understanding the Role of Propeller Pumps in Various Applications
- Mechanical Seals: Provide a tight seal and reduce leakage.
Slurry pump parts are particularly susceptible to wear due to the abrasive nature of the materials they handle. Components such as the impeller, casing, and liners are all subject to gradual wear, which can impact pump performance if not managed properly. Regular inspections and wear assessments are key to determining the optimal replacement cycle for these parts. By using advanced monitoring techniques and predictive maintenance tools, you can track the wear rate of slurry pump parts and plan replacements before they cause a significant drop in performance. This proactive approach helps to extend the life of the pump and reduce overall maintenance costs.
1. Understand Your Application Requirements
One of the main advantages of propeller pumps is their simplicity and durability. Given their straightforward design, maintenance requirements are generally low, which is advantageous for organizations looking to minimize operational costs. Furthermore, these pumps can be made from various materials designed to resist corrosion, extending their lifespan even in harsh environments.
Wear Factors: Impellers are subject to high levels of wear due to the abrasive nature of slurries.Materials: Common materials for impellers include high-chrome alloys, natural rubber, and polyurethane.
Wear Factors: Liners experience wear from the continuous contact with the slurry.
Efficiency testing is essential to determine how effectively the AH Slurry Pump converts energy into useful work. Efficiency is generally expressed as a percentage and is calculated by comparing the pump’s output (the amount of slurry it moves) to the input energy required to operate it. For AH Slurry Pump parts, high efficiency is critical to minimizing energy consumption and operational costs. Efficiency testing involves measuring the pump’s power consumption, flow rate, and head under various operating conditions. By ensuring high efficiency, manufacturers and operators can optimize the performance of the centrifugal slurry pump and reduce the environmental impact of slurry transport operations.
a. Slurry Characteristics:
- Mechanical Seals: Provide a tight seal and reduce leakage.
Evaluating the performance and efficiency of horizontal centrifugal slurry pumps involves a comprehensive approach to testing key metrics such as flow rate, head, and efficiency. These tests are essential for ensuring that the centrifugal slurry pump operates according to expected standards and can handle the demands of slurry transport using centrifugal pumps. Regular monitoring and maintenance of AH Slurry Pump parts further contribute to sustaining the pump’s performance, reducing operational costs, and extending the pump’s service life. By focusing on these critical areas, manufacturers and operators can optimize the performance and reliability of horizontal centrifugal slurry pumps, ensuring their continued success in industrial applications.
b. Impeller Design:
By continuously increasing investment in new product research and development, as well as product upgrades , MineMaxx aim to further enhance the technical reserves of new ceramic desulfurization pumps and effectively extend their service life. In response to the current high wear and corrosion working environment in the desulfurization market, MineMaxx has completed the technical reserve work for more than 10 new ceramic desulfurization pumps, produced 2 complete machines, and fully provided customers with higher quality and more innovative products and services, saving user product spare parts procurement costs, improving user economic benefits, and providing strong support for subsequent market breakthroughs. Recently, the MM700D-A90 ceramic desulfurization pump has been successfully delivered to a user site in Inner Mongolia.
- Most slurry pump manufacturers provide selection charts that correlate slurry characteristics and operating conditions with suitable pump models.