Applications of Gas Pressure Regulators
Applications of Gas Pressure Regulators
Furthermore, the strategic location of distribution stations is vital. Proximity to major transportation routes, such as highways, railroads, and ports, allows for quicker access to various markets. Businesses can strategically place their distribution centers to optimize delivery times and enhance customer satisfaction. By analyzing demographic and market data, companies can position their distribution stations to respond effectively to regional consumer needs.
Applications of Gas Pressure Reducers
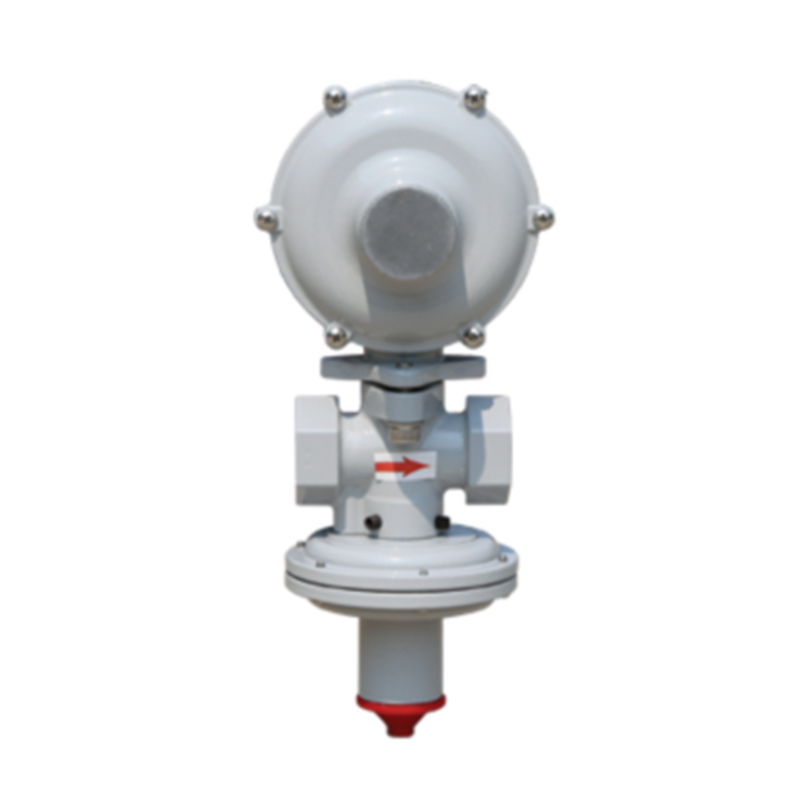
A natural gas regulator is a device that controls the pressure of gas flowing from the supply source to the end user
. The primary function of a regulator is to reduce high-pressure gas from pipelines to a safer, more manageable pressure suitable for residential or commercial use. This is essential because gas must be delivered at a consistent pressure to prevent equipment damage, ensure safety, and maintain efficient operation.
One of the significant advantages of gasification technology is its potential to reduce greenhouse gas emissions. Traditional combustion methods release a significant amount of CO2 and other pollutants directly into the atmosphere. In contrast, gasifiers can be designed to minimize these emissions. For instance, the syngas produced can be cleaned and conditioned before it is utilized, thereby allowing for the capture of impurities and facilitating the use of cleaner fuels in power generation.
The Importance of Precision Voltage Regulation Systems
3. Temperature Fluctuations Pipes must be designed to withstand the thermal expansion and contraction of materials due to temperature changes, which can cause weakening over time.
The Closing Valve An Essential Component in Fluid Control Systems
Another benefit is enhanced energy efficiency. By controlling the pressure and flow rates, PRVs can lead to reduced energy consumption. In HVAC systems, for instance, maintaining the correct pressure allows for optimal performance of compressors and fans, translating to lower energy bills.
In an increasingly industrialized world, the quality of air we breathe has become a pressing concern. With rising pollution levels and environmental challenges, the need for effective air purification systems is more vital than ever. One such significant innovation is the gas purification device, commonly referred to as air purifiers or gas filtration systems. These devices play a crucial role in enhancing indoor air quality by removing a variety of pollutants and harmful gases.
Located at the heart of the city, the city gate station is not just a place for transit, but also a symbol of connectivity and progress. With its sleek modern design and state-of-the-art facilities, the station is a testament to the city's commitment to providing its residents and visitors with top-notch transportation services.
Conclusion
Furthermore, natural gas organizers advocate for research and development in cleaner extraction and usage technologies. Innovation in this field can lead to more efficient practices that benefit both the environment and the economy. For instance, advancements in hydraulic fracturing (fracking) technologies have made it possible to tap into previously unreachable gas reserves, significantly increasing supplies and reducing reliance on imported fuels.
Moreover, the growing emphasis on sustainable practices has led to increased adoption of heat exchangers in renewable energy applications, including biomass and solar thermal systems.
Cyclone separators have emerged as a vital technology in various industrial processes, particularly for dust control and the efficient separation of particles from gases and liquids. These centrifugal separators are widely used across multiple sectors, including manufacturing, mining, and food processing, to clean air streams, enhance product quality, and protect equipment from wear and tear caused by particulate matter.
What is Gasification?
In summary, relief valves are indispensable devices that ensure the safe operation of various systems by controlling and limiting pressure. Their functionality not only protects equipment but also plays a vital role in safeguarding human lives and the environment. As industries continue to evolve and expand, the importance of reliable and efficient relief valves will only grow, emphasizing the need for innovation and adherence to safety standards in pressure management solutions. Understanding and implementing proper relief valve solutions can lead to enhanced safety, reliability, and efficiency in all operational processes.
Gas valves are pivotal components in various applications, ranging from residential heating systems to industrial processes. These devices regulate the flow and pressure of gas, ensuring safety, efficiency, and functionality in gas-powered systems. Understanding the role of gas valves is essential for anyone involved in the maintenance, installation, or operation of gas appliances.
4. Double-Pipe Heat Exchangers As the simplest design, this type consists of one pipe fitted inside another. One fluid flows through the inner pipe, while the other flows through the outer shell. Though less efficient than other designs, double-pipe heat exchangers are straightforward to install and maintain.

As technology advances, the future of pressure relief valves stands to benefit from innovations in materials and automation. New materials may provide improved corrosion resistance and durability, extending the lifespan of the valves. Furthermore, integrating smart technologies can enhance monitoring and control, allowing for real-time assessments of the valve’s performance and conditions within the system.
4. Oil-Filled Radiators These heaters use electricity to heat oil contained within the radiator. The oil retains heat for a longer time, providing extended warmth even after the unit is turned off. They are silent and efficient but can take longer to heat up initially.
In conclusion, gas coalescers play a vital role in the oil and gas industry by effectively separating liquid droplets from gas streams. By removing impurities and contaminants from the gas stream, gas coalescers help to ensure the smooth operation of various processes and prevent equipment damage and loss of valuable product. With the right design and configuration, gas coalescers can significantly improve the efficiency and reliability of oil and gas production facilities.
The organization of natural gas is also heavily influenced by regulatory frameworks at both national and international levels. Governments establish regulations to ensure the safety and environmental sustainability of natural gas operations. These regulations cover various aspects, including drilling practices, emissions standards, and pipeline safety. Compliance with these regulations is crucial for minimizing the environmental impact and enhancing public trust in the natural gas industry.
The Role of Compliance and Maintenance
Gas pressure reducers operate on the principle of pressure regulation. When gas enters the reducer, it is subjected to a diaphragm mechanism that responds to changes in downstream pressure. As the downstream pressure fluctuates, the diaphragm moves to either open or close the inlet of the gas flow, maintaining a constant output pressure.
Understanding Pressure Regulating Skids
The significance of gas regulators cannot be overstated. They ensure safety by preventing over-pressurization, which can lead to catastrophes such as explosions or equipment failures. Moreover, by maintaining consistent pressure, they enhance the efficiency and longevity of gas-utilizing appliances, reducing the risk of malfunction and costly repairs.
5. Control Valves These valves are specifically designed for automatic process control. They can be actuated using electric, pneumatic, or hydraulic systems, providing the flexibility needed in complex industrial processes.
Understanding Gas Safety Valves
Additionally, pressure reducing regulators are critical in medical applications, particularly in the delivery of gases for anesthesia and respiratory support
. They ensure that patients receive the correct gas pressure without risking overpressure conditions.Additionally, as markets become more complex, the correlations between assets can change dramatically. This means that what may have once been an effective diversified basket could become overly correlated, failing to provide the necessary risk mitigation. Therefore, a successful basket refining strategy relies on ongoing research, analysis, and adaptability.
In conclusion, the role of an organizer extends far beyond simple task completion; they are the backbone of successful endeavors across all domains. Their ability to anticipate challenges, foster collaboration, prioritize effectively, and navigate interpersonal relationships underscores their significance in our lives. As we move forward in an increasingly complex world, the demand for skilled organizers will only continue to grow. Their unique blend of practical and interpersonal skills not only leads to successful outcomes but also enriches the experiences of everyone involved, proving that behind every successful event or project, there is a dedicated organizer working tirelessly in the background.
Understanding Sewage Pump Impellers A Key Component in Waste Management
Centrifugal pumps play a pivotal role in various industries, including water supply, chemical processing, and wastewater management. One of the essential components of a centrifugal pump is the volute, which has a significant impact on the pump's performance and efficiency. Understanding the volute's function provides insight into how centrifugal pumps operate and their design considerations.
These flanges serve as the connection points for the inlet and outlet of the pump. Proper alignment and sealing of these flanges are vital to ensure the efficient operation of the pump and to prevent leaks. They can vary in size and shape depending on the specific application and the system's design.
a. Performance Curves:
a. Sealing Mechanisms:
In the world of fluid handling, the choice between a vertical inline pump and a centrifugal pump can significantly impact system efficiency, maintenance, and overall performance. Both types of pumps are widely used in various industries, but they have distinct characteristics that make them suitable for different applications.
Understanding and maintaining the wear parts of slurry pumps is crucial for their longevity and efficient operation. Regular inspection, proper material selection, and timely replacement of wear parts can help minimize downtime and reduce maintenance costs. By using high-quality materials and adhering to best maintenance practices, slurry pumps can effectively handle the challenging conditions of abrasive and corrosive slurries.
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
- Most slurry pump manufacturers provide selection charts that correlate slurry characteristics and operating conditions with suitable pump models.
Moreover, the volute's cross-sectional area is carefully calculated to match the flow rate and pressure requirements of the system. An oversized volute may lead to low efficiency, as the fluid may not maintain its velocity to generate adequate pressure. Conversely, a volute that is too small can cause excessive pressure buildup, risking damage to the pump and downstream equipment.
- Flow Rate: Determine the required flow rate (typically in cubic meters per hour or gallons per minute).
a. Slurry Characteristics:
In conclusion, sewage pump impellers are integral to wastewater management systems. By understanding their types, materials, and maintenance, operators can make informed decisions that enhance the efficiency and reliability of sewage pumping operations, ultimately contributing to effective waste management solutions.
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
Wear Factors: Impellers are subject to high levels of wear due to the abrasive nature of slurries.Materials: Common materials for impellers include high-chrome alloys, natural rubber, and polyurethane.
In order to broaden the application field of products and improve the market competitiveness of products,MineMaxx stepped up the implementation of the new product technology reserve strategy. According to the feedback of marketing personnel and relevant users as well as the market research of technical personnel, it comprehensively carried out the technical reserve of different types of new products, such as ceramic desulfurization pumps, froth slurry pumps, which greatly shortened the product delivery cycle and improved user trust.
- Input your slurry properties and operating conditions into the software to get recommended pump models.
Function: The impeller is responsible for moving the slurry through the pump by converting mechanical energy into kinetic energy.
6. Consult with Experts
Regular monitoring and maintenance of AH Slurry Pump parts are crucial for sustaining the pump’s performance and efficiency. This includes inspecting components such as the impeller, casing, and wear plates for signs of wear or damage. Replacing worn parts promptly helps maintain the pump’s performance and prevents more extensive damage that could lead to costly repairs or replacements. Additionally, monitoring the pump’s operational parameters, such as vibration and noise levels, can provide early warning signs of potential issues. By keeping AH Slurry Pump parts in optimal condition, operators can ensure consistent performance and prolong the lifespan of the horizontal centrifugal slurry pump.

Reducing operational costs is a top priority in mining and quarrying, where the cost of equipment maintenance and energy consumption can significantly impact profitability. The efficient operation of horizontal slurry pumps plays a key role in achieving cost savings. By selecting the right centrifugal pump for slurry and maintaining it with AH slurry pump parts, operators can optimize energy use, reduce wear on pump components, and minimize the need for costly repairs. The long-term benefits of efficient slurry pump operation include lower energy bills, reduced maintenance costs, and improved overall efficiency in mining and quarry processes.
Another aspect to consider is the volute's performance under varying operational conditions. Centrifugal pumps are often designed to handle specific flow rates and pressures. When the operational conditions stray from those design limits, the volute may not perform optimally, leading to efficiency losses. Engineers often employ computational fluid dynamics (CFD) simulations to analyze and optimize volute designs based on anticipated operational scenarios.
In deep pit and high liquid level applications, pumps must withstand significant pressures and abrasive conditions. High pressure vertical pumps are specifically designed to handle these challenges. Their robust construction and ability to operate under high pressures make them ideal for transporting slurry from deep pits or sumps. These pumps are engineered to resist wear and tear, ensuring a longer service life even in harsh conditions. By focusing on the durability and pressure-handling capabilities of high pressure vertical pumps, engineers can optimize their design for deep pit applications, ensuring consistent performance and reducing the need for frequent maintenance.
In conclusion, sewage pump impellers are integral to wastewater management systems. By understanding their types, materials, and maintenance, operators can make informed decisions that enhance the efficiency and reliability of sewage pumping operations, ultimately contributing to effective waste management solutions.
5. Seals
Conclusion
Function: The pump casing contains the slurry and guides it through the pump.

One of the primary advantages of purchasing wholesale slurry pumps is cost efficiency. When companies buy in bulk, they can take advantage of reduced prices, resulting in significant savings. This is especially beneficial for large-scale projects where multiple pumps are required. In addition, wholesale suppliers typically offer a wide range of models and specifications, allowing businesses to choose the most appropriate pump according to their unique needs. This capability ensures that operations can run smoothly and efficiently without significant downtime caused by equipment failure.

Function: The impeller is responsible for moving the slurry through the pump by converting mechanical energy into kinetic energy.