Understanding Gas Safety Valves Importance and Functionality
Understanding Gas Safety Valves Importance and Functionality
Natural gas valves are mechanical devices designed to manage the flow of natural gas in pipelines and other systems. These valves can be classified into several types, including gate valves, ball valves, butterfly valves, and check valves, each serving unique functions. A gate valve, for instance, is commonly used to start or stop the flow of gas, while a ball valve provides quick shut-off and is ideal for situations requiring immediate response. Butterfly valves, on the other hand, are used for throttling purposes, allowing for the precise control of gas flow rates.
2. Two-stage Regulators More complex than their single-stage counterparts, two-stage regulators provide a more stable output pressure by employing two distinct pressure-reducing mechanisms. This makes them suitable for applications that require precise pressure control, including laboratory settings and industrial processes.
As the world continues to search for sustainable energy solutions, the role of natural gas in the energy mix remains significant. Pressure reducing stations are critical components in this equation, facilitating the safe and efficient distribution of natural gas from high-pressure transmission lines to end-users. By understanding their operation and importance, we can appreciate these unsung heroes of the energy infrastructure, ensuring that natural gas remains a reliable energy source for the future.

One of the most significant advantages of natural gas is its efficiency and environmental friendliness. When burned, it produces fewer pollutants compared to coal and oil, resulting in lower carbon dioxide emissions. This characteristic positions natural gas as a transitional fuel in the shift toward renewable energy sources. As societies aim to reduce greenhouse gas emissions and combat climate change, natural gas serves as a vital component in the global energy supply chain.
How Do They Work?
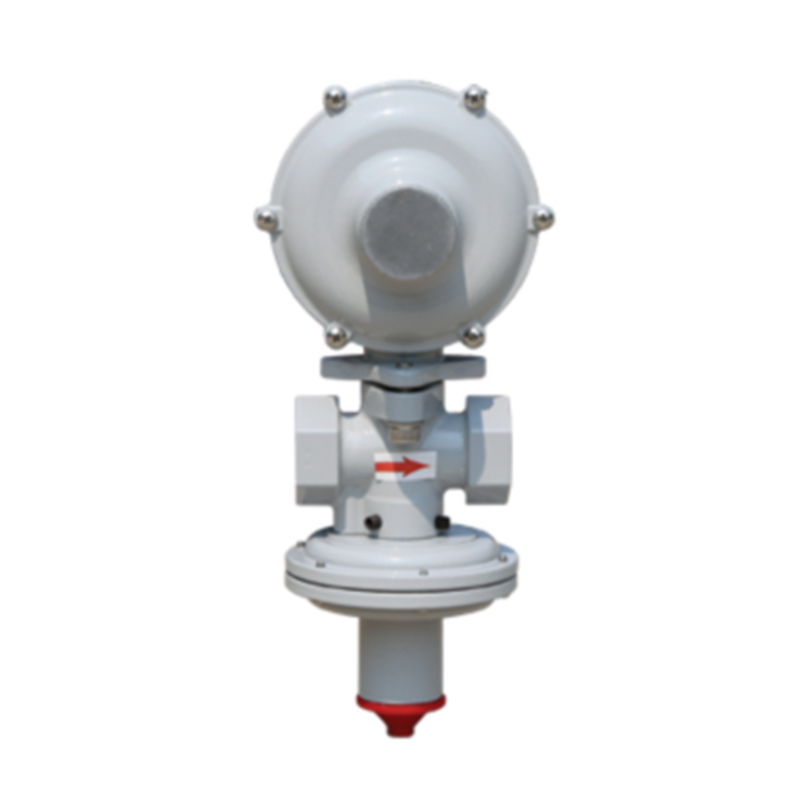
What is a Pressure Regulating Skid?
Economic Impact

In addition to preventing gas leaks and explosions, safety valves also help to protect against other potential hazards, such as overpressure or backflow. By automatically shutting off the flow of gas in the event of a pressure spike, safety valves prevent damage to equipment and pipelines, as well as reduce the risk of injury to personnel.

Electric regulating valves are essential components in modern industrial processes, providing precision, efficiency, and reliability. As industries continue to evolve towards automation and smart technologies, the role of electric regulating valves will only grow. Whether in chemical processing, HVAC systems, or food production, these valves facilitate effective control over fluid dynamics, enabling processes to operate safely and efficiently. Understanding their functionality and benefits will help engineers and operators optimize their systems and achieve desired outcomes, ensuring sustainability and operational excellence.
Importance in Natural Gas Operations
While natural gas pressure reducers are designed to be reliable, regular maintenance is crucial. Users should frequently check for leaks, ensure the device is functioning correctly, and replace parts as necessary. It is also essential to ensure that installations comply with local regulations and safety standards.
Moreover, in water treatment facilities, relief valves protect pumps and piping systems from the dangers of hydraulic shock or pressure surges, ensuring smooth operations. The ability to maintain safe pressure levels contributes significantly to the overall efficiency and reliability of industrial processes.
2. Ball Valve Known for their robustness and quick operation, ball valves feature a spherical disc that controls flow. They can be opened or closed with a quarter turn, making them highly efficient for quick shut-off. Ball valves have excellent sealing capabilities, making them suitable for high-pressure applications.

Challenges and Innovations
Industrial automation and control systems also benefit from precision voltage regulation, where consistent voltage levels are essential for optimizing machinery operation and minimizing downtime. In the automotive industry, these regulators play a pivotal role in power management systems, ensuring that critical electronics, such as engine control units (ECUs), operate efficiently under varying conditions.
Moreover, gas pressure vessels are also vital in the aerospace sector, where they are used to store gases required for rocket propulsion. In these high-stakes environments, the vessels must perform flawlessly to ensure safety and mission success.
Types of Gas Pressure Regulators
Gas regulators operate on the principle of pressure control. They consist of a few key components an inlet and outlet port, a diaphragm, a spring, and a valve. The high-pressure gas enters the regulator through the inlet port, where it encounters a diaphragm that moves in response to pressure changes. As the demand for gas decreases, the diaphragm moves to close off the valve, reducing the flow and maintaining a steady output pressure. Conversely, if the demand increases, the diaphragm opens the valve, allowing more gas to flow through.
In summary, gas pressure reducers are integral components in various applications, providing safety, efficiency, and precision. Their ability to regulate gas pressure is not only crucial for the proper operation of equipment but also essential in maintaining safe working conditions. As industries continue to evolve, the role of gas pressure reducers will remain pivotal in ensuring that gas systems operate smoothly and reliably.
The adoption of gas coalescer filters offers numerous benefits. Firstly, they significantly enhance the quality of gas by removing unwanted liquids and particulates. This leads to improved process efficiency and product quality, which are crucial for maintaining competitiveness in the market.
Environmental Benefits
An intelligent organizer is designed to analyze user behavior and optimize task management efficiently. Unlike a standard planner, these advanced tools can learn from the user’s habits, preferences, and priorities. They can suggest the best times to tackle specific tasks based on historical data, propose reminders, and even help in decision-making processes. This innovation is not just a luxury; it has become a necessity for individuals and businesses alike, striving for peak productivity in today’s competitive landscape.
1. Gate Valves Commonly used for on/off control, gate valves provide minimal resistance to flow when fully opened. They are ideal for applications where the valve is either fully open or fully closed.
In many industrial and residential applications, the need to manage and control pressure is crucial for ensuring safety, efficiency, and reliability. One essential component used to achieve this is the pressure reducing valve (PRV). This article explores the concept of pressure regulation, focusing on the function, benefits, and applications of pressure reducing valves.
Incorporating pressure reducing regulators into systems offers numerous advantages
Gas separator filters come in various designs and functionalities, each suited for specific applications. Some common types include
The primary function of a gas pressure regulating valve is to maintain a consistent outlet pressure despite changes in inlet pressure or flow demand. This regulation is crucial because gas systems operate under various conditions, including fluctuations in upstream pressure due to changes in supply or consumption patterns. By automatically adjusting the valve position, GPRVs ensure that the pressure at the outlet remains within a safe and functional range. This not only protects downstream equipment from damage but also enhances overall operational efficiency.
1. Open/Close Control Simple on/off operation based on threshold settings.
What is a Natural Gas Pressure Regulator?
Gas pressure vessels, often referred to as gas cylinders or gas tanks, are essential components in various industries, providing a safe and efficient means to store and transport gases. These vessels are designed to handle high-pressure environments, ensuring that gases can be stored safely for commercial, industrial, and even medical purposes.
Benefits of Using Pressure Reducing Devices
Applications of Gas Heat Exchangers
The Role of Natural Gas Filters in Energy Infrastructure
Furthermore, natural gas organizers advocate for research and development in cleaner extraction and usage technologies. Innovation in this field can lead to more efficient practices that benefit both the environment and the economy. For instance, advancements in hydraulic fracturing (fracking) technologies have made it possible to tap into previously unreachable gas reserves, significantly increasing supplies and reducing reliance on imported fuels.
Conclusion
Impellers are the rotating parts of sewage pumps that convert rotational energy from the motor into kinetic energy within the fluid. This transformation occurs through the design of the impeller blades, which are shaped to create a flow of water, pushing it outwards through the volute or the casing. The design of the impeller directly affects the pump's efficiency, capacity, and performance.
b. Power and Drive Options:
One of the most significant advantages of vertical multistage centrifugal pumps is their compact footprint. In deep pit applications, space is often at a premium, and the vertical design allows for efficient use of limited space. These pumps are designed to handle high pressures while occupying minimal horizontal space, making them ideal for applications where surface area is restricted. The multistage configuration also enables these pumps to deliver high pressure over long distances, which is particularly useful in deep pit environments where the pump needs to lift slurry from significant depths. By optimizing the design of vertical multistage centrifugal pumps, engineers can ensure that these pumps provide reliable performance in even the most confined spaces.
The impeller is a rotating component within the pump that transfers energy from the motor to the slurry. It plays a significant role in creating the flow and pressure necessary to move the slurry through the system. Impellers for slurry pumps are typically heavier and more robust than those used in standard pumps to withstand the harsh conditions encountered in abrasive applications. Their design can vary, with options for different shapes and sizes to accommodate specific types of slurries.
Understanding and maintaining the wear parts of slurry pumps is crucial for their longevity and efficient operation. Regular inspection, proper material selection, and timely replacement of wear parts can help minimize downtime and reduce maintenance costs. By using high-quality materials and adhering to best maintenance practices, slurry pumps can effectively handle the challenging conditions of abrasive and corrosive slurries.
Conclusion
The key to optimizing the replacement cycle of pump wear parts lies in balancing maintenance costs with the need for reliability. By understanding the wear patterns of components you can establish a maintenance strategy that minimizes downtime while extending the life of your pump. Regular inspections, wear monitoring, and a well-planned pump wet end replacement schedule are essential components of this strategy. By implementing these practices, you can reduce the risk of unexpected failures, lower maintenance costs, and ensure that your pumping system continues to operate at peak efficiency.
Understanding the Role of Propeller Pumps in Various Applications
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
Function: Liners protect the pump casing from the abrasive action of the slurry.
4. Suction and Discharge Flanges
- Consider the type of seal (e.g., mechanical seals, packing) based on the slurry's properties and operating conditions.
Understanding Slurry Pump Wet End Parts A Comprehensive Overview
Efficient pump operation is critical for many industrial processes, and the maintenance of pump wear parts plays a vital role in ensuring reliability and reducing downtime. Properly managing the replacement cycle of components is essential for maintaining optimal pump performance. This article explores how to determine the best replacement cycle for these critical components, focusing on wear assessment, runtime tracking, and performance monitoring.
Vertical slurry pumps are essential in various industries where deep pits, sumps, and high liquid levels present unique challenges. The vertical design offers several advantages, including a compact footprint, ease of installation, and simplified maintenance. This article explores how vertical multistage centrifugal pumps and vertical inline centrifugal pumps can be optimized to perform effectively in demanding deep pit environments, focusing on structural engineering solutions.
5. Seals
- Verify that the pump operates efficiently at the desired operating point (usually within the best efficiency range).
Sewage pump impellers play a crucial role in the effective management of wastewater systems
. These specialized components are designed to transport sewage and wastewater from lower to higher elevations, ensuring that sewage is directed away from residential and commercial properties to treatment facilities. Understanding the functionality and types of sewage pump impellers can help in selecting the right pump for specific applications.
- Mechanical Seals: Provide a tight seal and reduce leakage.
Wear Factors: Continuous contact with the slurry and seals can cause wear on the shaft sleeves.
Function: The pump casing contains the slurry and guides it through the pump.
1. Understand Your Application Requirements
Horizontal inline centrifugal pumps are among the most versatile pumps available, widely used across industries for their reliability and ease of maintenance. Unlike vertical pumps, these pumps are installed horizontally, which typically makes them easier to service and maintain. The horizontal design allows for more straightforward access to the pump’s internal components, which can be a significant advantage in applications where regular maintenance is required. Additionally, horizontal inline centrifugal pumps are capable of handling a wide range of fluid viscosities and flow rates, making them suitable for various industrial processes. Their versatility and robust construction make them a popular choice for many fluid handling applications.
Function: Shaft sleeves protect the pump shaft from the slurry and the mechanical seals.
Selecting the appropriate slurry pump model quickly involves understanding your application's specific requirements and matching them with the pump's capabilities.
Slurry pumps are specifically designed to manage abrasive and viscous fluids. Unlike conventional pumps, which may struggle with the unique characteristics of slurry, specialized slurry pumps are built to withstand high wear and tear. This is primarily due to their robust construction, often featuring materials such as high-chrome alloys and elastomers that enhance their resilience against corrosion and abrasion. As a result, they are capable of handling a wide variety of slurries, including those found in mineral processing, dredging, and even in some agricultural applications.

3. Wear Plates
