.
4. Medical In healthcare settings, regulators are used to control the delivery of medical gases, ensuring patients receive the correct dosage for treatment.
Understanding Safety Relief Valves Importance and Functionality
Vaporizers are perhaps the most critical element of the regasification process. They employ different technologies, such as ambient air heating, seawater heating, or intermediate fluid heating to warm the LNG. The choice of vaporizer type often depends on the geographical location of the regasification terminal, the environmental conditions, and the volume of LNG being processed. For example, coastal facilities may utilize seawater vaporizers due to their availability, while inland facilities might rely on air or intermediate fluid systems.
What is Gas Metering?
In conclusion, safety valves are critical components in various industrial applications, providing a crucial layer of protection by controlling pressure and preventing hazardous situations. Their importance cannot be overstated, as they are often the difference between safe operations and catastrophic failures. As industries continue to evolve, the integration of technology and adherence to stringent safety standards will further enhance the effectiveness of these unsung heroes. Investing in proper selection, maintenance, and updates for safety valves is not merely a regulatory requirement but a moral imperative to safeguard lives and preserve the environment in an increasingly complex industrial landscape.
3. Globe Valves Globe valves are designed for throttling and flow regulation purposes. Their unique design allows for better control of flow rates, making them ideal for applications that require precise adjustments.

Electric water heaters mainly come in two types tank and tankless.
However, it is essential to select the appropriate pneumatic control valve for specific applications. Factors such as pressure ranges, flow capacity, and response times should be carefully considered to ensure optimal performance. Furthermore, regular maintenance and monitoring are crucial to prevent any potential operational issues and ensure the longevity of the pneumatic systems.

Furthermore, the move towards electrification and the development of energy storage technologies could influence the demand for natural gas in the long term. As renewable energy sources become more predominant, the role of natural gas may evolve from baseload power generation to a more supportive role, primarily providing backup power.
Challenges Facing the Natural Gas Sector
Applications of Pressure Relief Valves
In the industrial sector, shut-off valves are critical for maintaining system safety. For instance, in oil refineries, they are used to isolate sections of pipelines during maintenance or in the event of a leak. In chemical processing, they ensure that hazardous materials are contained and can be shut off quickly in case of emergency.
Applications
The Gasifier Revolutionizing Energy Production
Gas pressure regulating valves come in several types, each designed for specific applications and pressure ranges. The most common types include
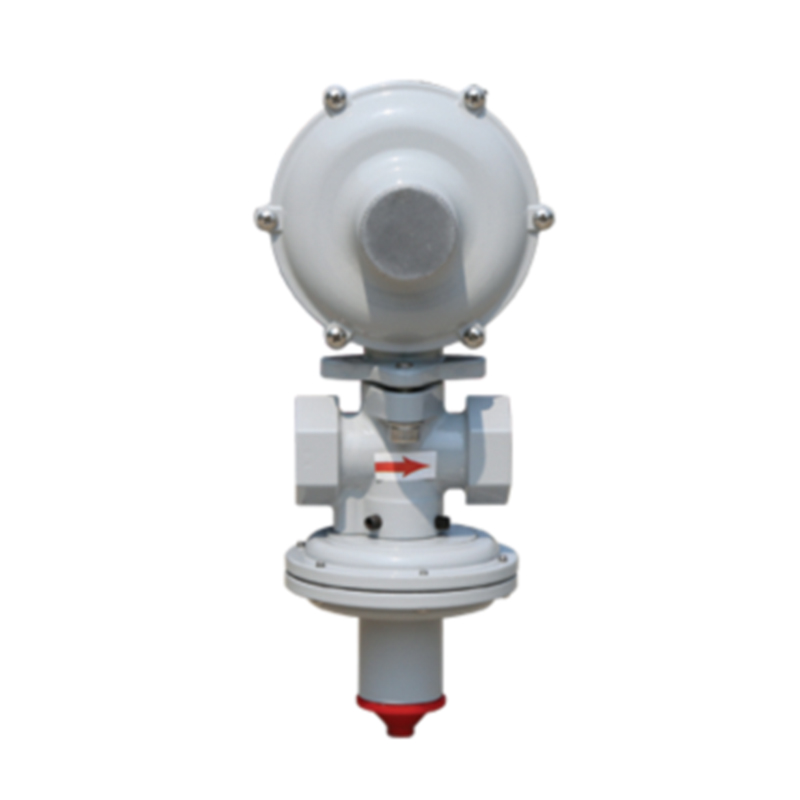
A gas safety valve is a specialized device designed to prevent excessive pressure buildup within gas systems. It operates by releasing gas when the pressure exceeds a predetermined level, effectively safeguarding pipelines, equipment, and personnel from the dangers associated with over-pressurization. These valves are typically used in gas storage facilities, processing plants, and other operational environments that involve gas transportation.
Moreover, in gas processing facilities, filter separators help remove moisture and particulate contaminants, thereby safeguarding the quality of gas. This is particularly important as gas moves through pipelines where the presence of water could lead to issues like corrosion and hydrate formation.
- Industrial Processes Factories and manufacturing plants often require gas for power generation, heating, and various chemical processes, all of which rely on precise pressure regulation.
In conclusion, gas pressure regulators are an indispensable component of gas systems, ensuring that gas is delivered safely and efficiently at the correct pressure. Their role in preventing dangerous pressure fluctuations and optimizing the performance of gas-powered equipment cannot be overlooked. Whether in residential, commercial, or industrial settings, the reliable operation of gas pressure regulators contributes significantly to overall safety, efficiency, and cost-effectiveness in gas usage. As technology advances, the design and functionality of these regulators continue to improve, further enhancing their vital role in gas management systems.
Understanding Gas Pressure Regulating Valves Essential Components for Safe Operations
Working Principles
Conclusion
Challenges Ahead
The installation of a pressure regulating skid is generally a straightforward process, as they are pre-assembled and tested before being delivered to the site. This pre-assembly not only saves valuable time during installation but also ensures that the skid operates efficiently from the get-go. The compact design of skids allows them to be easily integrated into existing systems, making them a practical choice for operators looking to enhance their fluid transport capabilities without extensive overhauls of their infrastructure.
Natural gas has emerged as one of the most crucial energy resources in the world today. As a cleaner alternative to coal and oil, it plays a pivotal role in energy production, heating, and even as a feedstock for various industrial processes. The organization and regulation of this vital resource are essential for ensuring its sustainable extraction, distribution, and utilization, thereby facilitating economic growth while minimizing environmental impacts.
Electric regulating valves come equipped with various control features, including
Furthermore, as societal awareness of mental health increases, high-pressure organizations may need to adapt their cultures to prioritize employee well-being. Organizations that strike a balance between achieving results and supporting their workforce may ultimately find greater success in the long term.
In conclusion, pressure reducers are indispensable components in both industrial and domestic applications. Their ability to efficiently manage fluid and gas pressures not only enhances safety and operational reliability but also supports the smooth functioning of numerous systems. As technology progresses, the development of more sophisticated pressure regulation solutions continues to play a vital role in advancing various sectors, reflecting the ongoing importance of these devices in modern infrastructure.
Applications of Pressure Relief Valves
3. Casing
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
Types:
Propeller pumps are a crucial element in the field of fluid dynamics, primarily utilized for their efficiency in moving large volumes of fluids. These pumps operate on a simple principle they use a rotating propeller to impart energy to the liquid, creating a flow that can be directed to various applications. This article explores the various uses and advantages of propeller pumps.
2. Pump Casing
Function: Liners protect the pump casing from the abrasive action of the slurry.
Regular monitoring and maintenance of AH Slurry Pump parts are crucial for sustaining the pump’s performance and efficiency. This includes inspecting components such as the impeller, casing, and wear plates for signs of wear or damage. Replacing worn parts promptly helps maintain the pump’s performance and prevents more extensive damage that could lead to costly repairs or replacements. Additionally, monitoring the pump’s operational parameters, such as vibration and noise levels, can provide early warning signs of potential issues. By keeping AH Slurry Pump parts in optimal condition, operators can ensure consistent performance and prolong the lifespan of the horizontal centrifugal slurry pump.
Conclusion
a. Performance Curves:
The centrifugal slurry pump design plays a significant role in the effective transportation of slurry in mining operations. The design ensures that the pump can handle high-density materials without compromising performance. This is particularly important in mining, where the slurry often contains heavy and abrasive particles that can wear down pump components. The robust construction and optimized design of horizontal slurry pumps allow them to move large volumes of slurry over long distances, ensuring that materials are efficiently transported from extraction sites to processing facilities. By selecting the appropriate centrifugal pump for slurry, mining operations can maintain consistent material flow, reduce downtime, and enhance overall productivity.
In the demanding environments of mining and quarry operations, the role of horizontal slurry pumps is crucial. These pumps handle abrasive and dense slurries, making them indispensable for processes such as ore transport, tailings management, and sand separation. This article explores how the centrifugal slurry pump design and OEM horizontal slurry pump applications contribute to improved operational efficiency and reduced costs in mining and quarrying.
In line vertical pumps are specifically designed to save space while delivering efficient performance. These pumps are installed directly in the pipeline, with the motor positioned vertically, reducing the overall footprint of the pump system. This design is particularly beneficial in applications where space is limited, but high performance is still required. In line vertical pumps are commonly used in HVAC systems, water treatment plants, and other industries where compact, efficient pumping solutions are needed. The vertical orientation of these pumps also allows for easier alignment and installation, which can reduce the time and cost associated with setting up a pump system.
The Importance of Wholesale Slurry Pumps in Industrial Applications
Wear Factors: Impellers are subject to high levels of wear due to the abrasive nature of slurries.Materials: Common materials for impellers include high-chrome alloys, natural rubber, and polyurethane.
- Type of Slurry: Determine if the slurry is abrasive, corrosive, or contains large particles.
- Throat Bush: Protects the area around the impeller eye where the slurry first enters.
In conclusion, wholesale slurry pumps play an essential role in various industrial applications by providing the necessary tools for effective slurry management. Their durability, cost efficiency, and technological advancements make them the preferred choice for businesses aiming to enhance productivity and operational efficiency. As industries continue to evolve, the demand for reliable and efficient slurry pumps will only increase, emphasizing the importance of these robust machines in modern manufacturing and resource processing sectors. Investing in quality wholesale slurry pumps is not just a purchase; it is a strategic move toward achieving long-term operational success.
There are several types of impellers used in sewage pumps, each with distinct features catering to various types of sewage applications. The most common types include open, semi-open, and enclosed impellers. Open impellers have no front shroud, allowing for larger solids to pass through without clogging. This makes them ideal for handling raw sewage containing debris. Semi-open and enclosed impellers, on the other hand, are more suitable for cleaner liquids, offering better efficiency and pressure generation.

1. Impeller
Understanding the Role of Propeller Pumps in Various Applications
Wear Factors: The backplate can wear due to slurry contact and mechanical stresses.
4. Suction and Discharge Flanges
- Concentration: Measure the percentage of solids by weight or volume in the slurry.
Additionally, propeller pumps are extensively used in industrial applications, such as in cooling systems for power plants and manufacturing facilities. They circulate water or other cooling fluids to regulate temperature, thus preventing overheating and ensuring operational efficiency. The design of propeller pumps allows them to operate continuously, which is ideal for industrial settings where downtime can lead to significant losses.
6. Bearing Assemblies
6. Bearing Assemblies
The design of the volute is crucial for the efficiency of the pump. A well-designed volute minimizes flow separation and turbulence, ensuring a smooth transition of the fluid from the impeller to the discharge pipe. The volute shape is typically spiral, which facilitates a uniform flow distribution. If the volute is improperly designed, it can lead to inefficiencies such as cavitation, vibrations, and noise, significantly affecting the pump's overall performance.
